


 扫一扫
扫一扫

外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。
钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。
冷拔或冷轧精密无缝钢管《表面质量》参照GB3639-83。
冷拔精密无缝钢管是一种高精密的钢管材料。主要类别有:精密无缝钢管,精密液压无缝钢管,冷拔精密无缝钢管,冷轧精密无缝钢管,高精密无缝钢管,精密光亮无缝钢管。
(1)钢管主要品种:DIN系列高精度精密光亮无缝钢管、液压系统专用钢管、汽车制造专用钢管
(2)主要标准:DIN2391, DIN2445, EN10305, DIN1629, DIN1630, ASTM A179
(3)主要材质:ST35(E235) ST37.4 ST45(E255) ST52(E355)
(4)主要交货状态:NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)


四大关于精密无缝钢管的工艺优点
锈钢制品现已进入了千家万户的生活中,咱们的生活现已离不开不锈钢制品,但很多时分咱们对自己使用的产品并不了解,很多人只知道304系列是好刚、好产品,但是并不知道精密无缝钢管相对于其他类型有什么样的区别的有点。下面不锈钢厂家就跟我们共享一下四大关于304不锈钢板的工艺优点。
油磨拉丝
304系列不锈钢经过油磨后具有完美的装修作用,广泛应用于电梯,家电等装修板。一次打磨后,冷轧304系列不锈钢一般能够获得良好的作用。现在市场上有一些加工中心能够供给热轧不锈钢的油基结霜,作用可与冷轧油厂相媲美。油性拉伸也分为长丝和短丝。电梯装修一般选用灯丝,各种小家电,厨具等线路都有挑选。
干磨拉丝
市场上常见的长丝和短丝,经过316不锈钢板等不锈钢加工后的外表,显示出良好的装修作用,能够满足一般装修材料的要求。一般来说,304系列不锈钢在单次擦洗后能够构成良好的作用。因为这种加工设备成本低,操作简略,加工成本低,而且被广泛使用,因此它成为加工中心的必要设备。因此,大多数加工中心能够供给带有细丝和短线的打磨板,其间304钢占80%以上。
8K加工
在8K加工中,304系列不锈钢明显优于200系列不锈钢。对2B冷轧外表进行8K研磨,通常在一次加工后完成镜面作用。现在,选用硝酸和氧化铁红的8K磨削工艺价格低廉,价值设备自身成本低,全体磨削成本低,广泛。
钛金
高端装修材料的挑选具有华丽的作用。 304系列不锈钢长期以来一向用于钛装修,广泛用于电梯和建筑装修材。
精密无缝钢管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可至0.1mm以内,在保证抗弯、抗扭强度相同时,重量较轻,所以广泛用于制造精密机械零件和工程结构。也常用作生产各种常规武器、枪管、炮弹、轴承等。
精密无缝钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)



客户导向,彰显特色、打造客户心中的一线品牌-精拉管业(河源市分公司),公司主营: 精密光亮管,欢迎询价。


类型
(1)无缝钢管按制造方式不一样可分成热扎管、冷扎管、冷拔管、挤压成型管等。
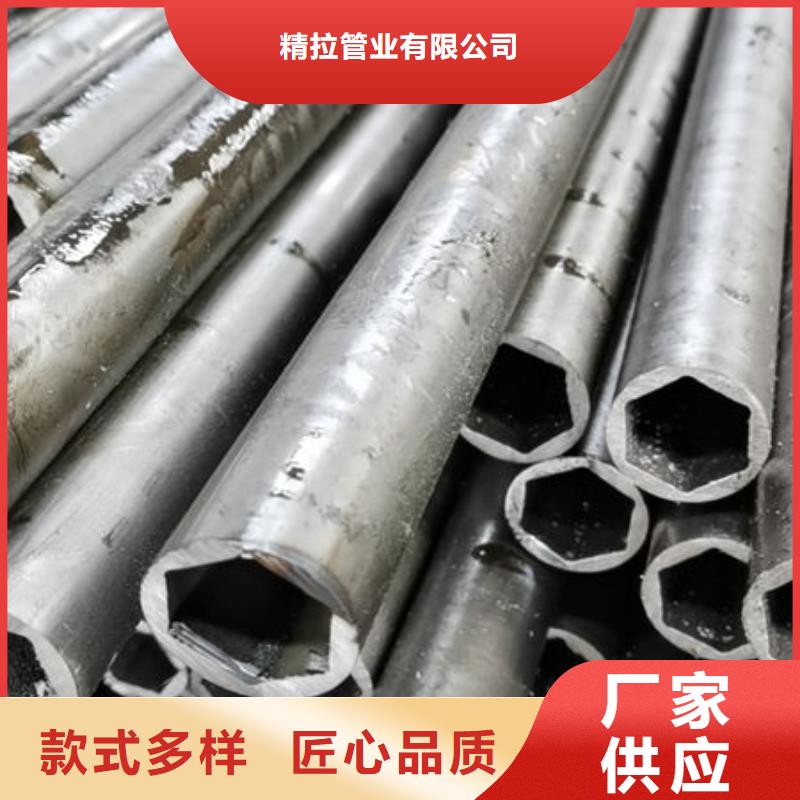
(2)按外观设计归类有环形管、异型管之分。异型管除矩形方管和矩形方管外,也有椭圆管、半圆形管、三角形管、六角形管、凸字形管、红梅花形管等。
(3)按材料的不一样,分成一般炭素结构管、合金结构钢结构管、高品质炭素结构管、铝合金结构管、不锈钢管等。
(4)按专业主要用途分,有锅炉管、地质管、石油管等
精密无缝钢管的化学变化



技术支持:s797.com