精心打磨的产品视频已准备就绪,它将带您深入耐磨钢板40Cr无缝钢管用心制作的魅力世界,让您重新发现产品的无限可能。
以下是:耐磨钢板40Cr无缝钢管用心制作的图文介绍


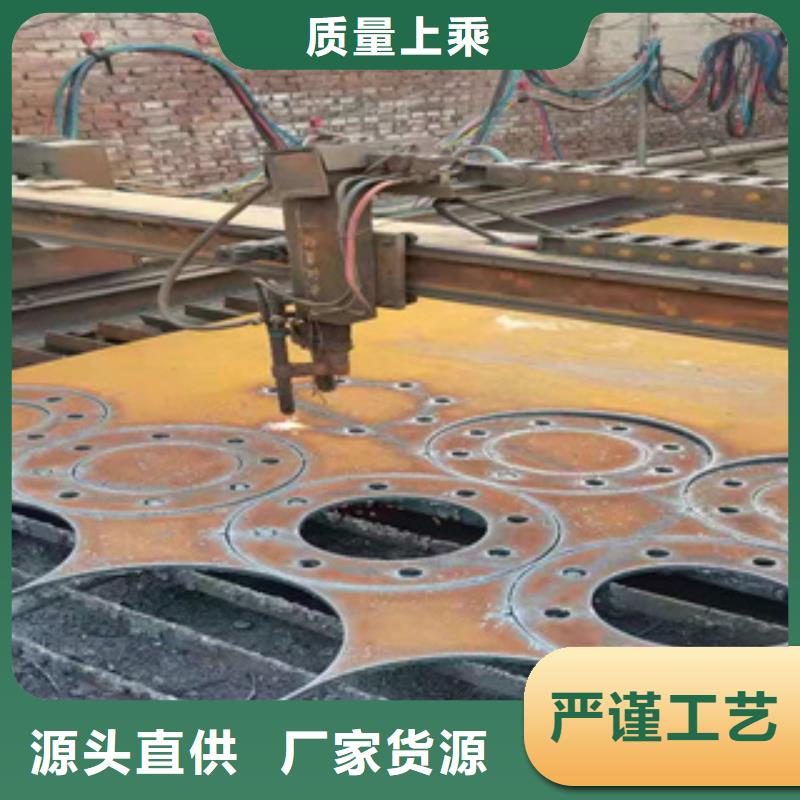
埋弧焊的工作原理:埋弧焊的电弧是掩埋在颗粒状焊剂下面的。当焊丝和耐磨衬板之间引燃电弧,电弧热使衬板、焊丝和焊剂融化以致部分蒸发,金属和焊剂的蒸发气体形成了一个气泡;电弧就在这个气泡内燃烧。气泡的上部被一层烧化了的焊剂一熔渣所构成的外膜所包围,这层外膜不仅很好地隔了空气与电弧和溶池的,而且使有碍操作的弧光辐射不再散发出来。 埋弧焊接耐磨衬板中,焊剂的存在不仅能隔开熔化金属与空气的,而且使熔池金属较慢的凝固;了焊缝中产生气孔、裂纹等缺陷的可能性。埋弧焊接耐磨衬板的特点:生产效率高这是因为,一方面焊丝导电长度缩短,电流和电流密度,因此电弧的熔深能力和耐磨衬板的熔敷率都大大。 另一方面,由于焊剂和熔渣的隔热作用,电弧基本上没有的辐射散失,飞溅也小。因而使埋弧焊的焊接速度大大。焊缝质量高因为熔渣隔绝空气的保护效果好,电弧区主要成分是CO,焊缝金属中含氮量、含氧量大大降低。劳动条件好除减轻了手工焊操作的劳动强度外,埋弧焊主要适用于耐磨衬板的水平面长焊缝焊接,且焊丝埋在焊剂层下,没有烟尘,也没有弧光辐射。 焊剂是焊接双金属耐磨板时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理作用的一种颗粒状物质,具有类似焊条药皮作用的焊接消耗材料。主要是由矿物类材料和少部分的脱氧剂、合金剂组成。焊剂应具有良好的冶金性能焊剂配以适宜的焊丝,选用合理的焊接参数,使焊缝金属具有适宜的化学成分和良好的力学性能,以满足双金属耐磨板的设计要求,同时,焊剂还应有较强的抗气孔和抗裂纹能力。



鑫邦源特钢有限公司位于经济开发区钢管城2排5号,主营【辽宁35crmo精密钢管】制造,厂家于2016年正式注册成立。多年以来,厂家本着为客户提供更好的【辽宁35crmo精密钢管】产品和服务思想,专注于【辽宁35crmo精密钢管】设计、制造,与全国200多个【辽宁35crmo精密钢管】客户建立了长期合作关系。



组织强化(如淬火+回火)。轧制后加热温度超过相变温度30-50℃,经水冷后生成的淬火饱和固溶体为不组织,强度和硬度都很高。随后进行回火可使淬火固溶体分解软化,达到对钢板塑性和韧性的要求。工艺上称该工序为调质处理。 控轧控冷工艺(TMCP)。严格控制复合耐磨板的冷却过程,在接近或低于铁素体开始生成的温度(Ar3,910℃)下完成终轧。控轧指在更低的温度下停轧,高温奥氏体晶粒长大;控冷即轧后立即加快冷却速度,既避免晶粒长大,又形核率,产生强韧性更高的细小贝氏或针状铁素体,通过细化晶粒显著改善钢板的强韧性。 的细晶粒钢板,其晶粒直径小于100m,而TMCP钢板的晶粒可达到10-50m,超细晶粒钢板的晶粒直径可达0.1-10m,其显微组织和力学性能不能从热处理。超均匀性是指成分、组织、性能的均匀一致,并强调组织均匀的主导作用。 冶金行业中使用复合耐磨板的机会非常多,它通过离心铸造加工而成,能让复合耐磨板的剪切强度要高于本身金属的强度,能让基层与耐磨层进行力学互补,从而能够在强度上更高,达到耐磨的效果,对延长耐磨板的使用寿命帮助极大。


根据现场焊接位置对应于被焊工件的板厚选择所使用的耐磨衬板,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的耐磨衬板牌 。焊接工艺性能包括电弧性、飞溅颗粒大小及数量、脱渣性、焊缝外观与形状等。 复合耐磨板在我们的生活和工作中无处不在,并发挥着的作用。复合耐磨板是我们生活中不可缺少的物品。但是一些人对其并不是很了解,下面鑫州就为大家介绍一下复合耐磨板的存放方法,让消费者减轻不必要的损失。产品拆封后,在保质期内你可以直接施焊,不需任何焊前处理。 产品应置于通风、干燥及酸、碱、油介质隔离的地方存放。产品在运输中应避免摔撞和受潮,以免影响复合耐磨板的质量。拆去包装后,建议在耐磨板上方施加适当的防尘遮盖物。对于超过保存期的复合耐磨板,建议在焊前进行表面清理。 预热是防止耐磨衬板焊后堆焊层出现裂纹有效的措施,辊子堆焊前必须进行预热,预热目的是堆焊层金属的冷却速度,防止堆焊焊缝区附近的裂纹产生,另外预热可以堆焊层液态金属的结晶偏析,增加结晶的间隔时间,以热应力的产生,避免堆焊层金属产生结晶裂纹。







 扫一扫
扫一扫