一分钟的时间,对于了解我们的弯管中频弯管严格把关质量放心产品来说足够了。请观看这部精心制作的产品视频,让产品的独特之处和卓越性能一览无余。
以下是:南阳淅川弯管中频弯管严格把关质量放心的图文介绍
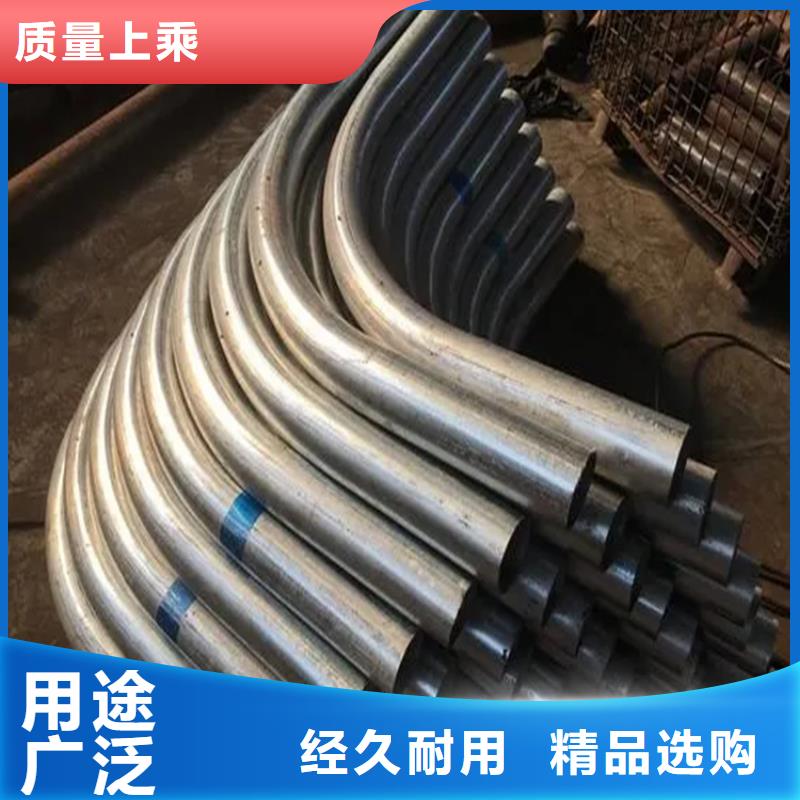
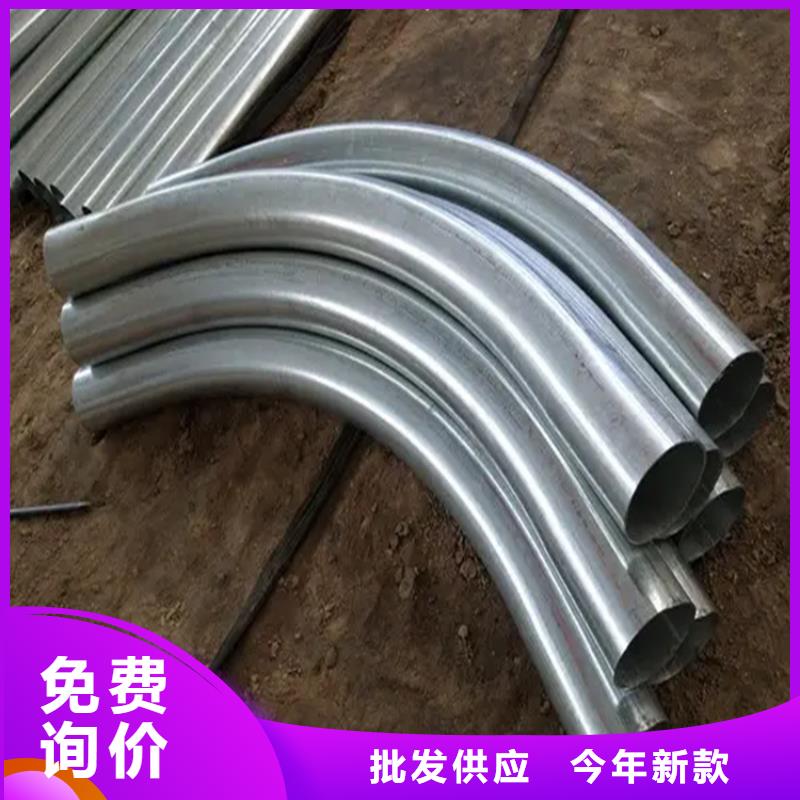
弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!



型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



航萧管件(南阳市淅川县分公司)是一家专注于 弯管的生产、销售于一体的综合实体企业。公司成立以来全体员工努力奋斗,逐步发展壮大。 公司拥有高素质的销售、服务团队,24小时为您提供贴心的销售服务与技术支持,让您购买放心,使用更安心。公司本着“供优质产品、做样板工程,树企业形象”的生产、供货、服务理念,获得了业主、用户的广泛好评,并在上下游同行中树立了良好的企业形象。航萧管件(南阳市淅川县分公司)始终坚持“诚信至上、互惠互利,共同发展,合作共赢”的经营理念,以“质量、技术、服务、诚信、共赢”为立业之本,形成了完善的生产、销售、服务、售后一站式的企业经营体系。优质的产品,优惠的价格是我们对客户的回报,高品质的服务是我们对客户永远的承诺!公司愿与各行各业进行广泛的交流与合作。热忱欢迎业界同仁前来考察、莅临指导、洽谈业务。


弯管在长运输管路中有哪些主要用途。目前正在使用的弯管以及在弯曲生产和加工的整个过程中,有许多损害弯管质量的因素,其中弯管的生产和质量直接危及管道的性及其可靠性和资产节约。现在,弯管生产设备包括弯管组织结构中的结构,以及弯管组织中的弯管。 弯管在长运输管路中有哪些主要用途 为了布置要加工的管材,弯管成形磨机包括磨床和伺服电机电气设备连接、砂轮磨床和闭合产生内腔的固定磨床,其中固定磨床和驱动电机连接驱动旋转,结构还为生产和加工的支撑点管设置支撑点零件,驱动装置连接到支撑点块,支撑点块提供支撑点等待管材的使用,这一阶段的弯曲精度高,成本低,机器设备的可靠性高,因此在具体的生产和加工中获得了较为合理的效率。 目前使用的弯管生产设备包括带形轴承、槽轮弯管结构、换档杆、弯管角板、手工弯管生产设备等,使手工操作台保持弯管,使用斜角结构控制视角,因为目前的有利效果便于使用,提高了工作效率,使不同的原材料能够合理加工。 另外,輔助组织和主模组织能够开展拆换,另外机器设备的构造简易,在其中的合理布局,拆卸便捷,原材料弯折高精度,生产制造和应用低成本,因而弯管的机器设备的应用更为便捷,现如今的弯管在很多行业中获得了更强的运用,因而变成关键的管材商品,以合理的考虑具体的要求。








 扫一扫
扫一扫